+86-573-83996043

Driven Tool Holders are powered tool-clamping devices mounted on CNC lathe turrets that transmit rotational force from the machine's drive shaft to cutting tools such as drills, end mills, and taps. Unlike conventional static holders, driven holders allow rotating tool operations — milling, drilling, thread tapping — to be performed on a CNC lathe without transferring the workpiece to a separate machining center. This single-setup capability is the foundation of modern multi-tasking turning.
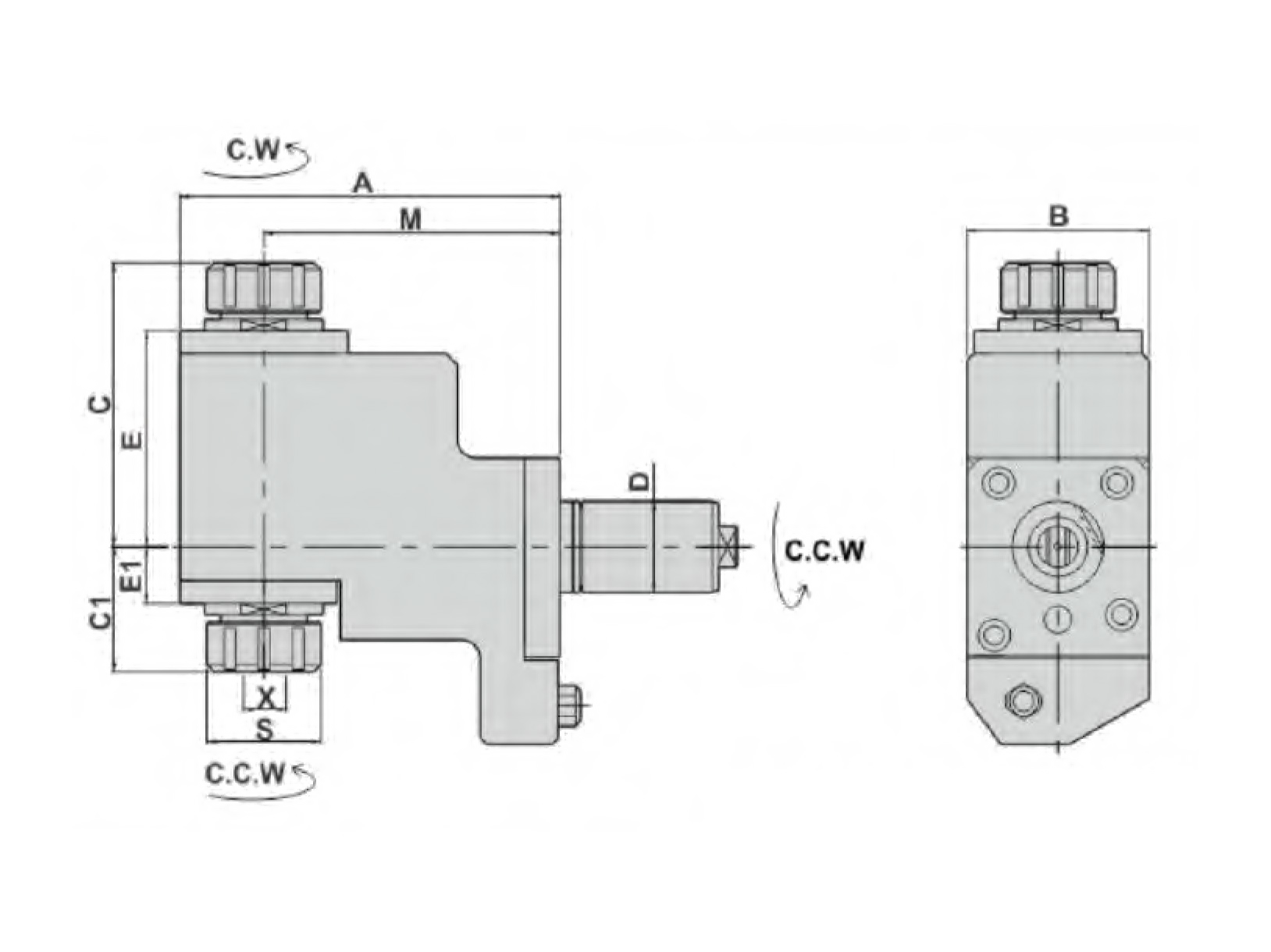
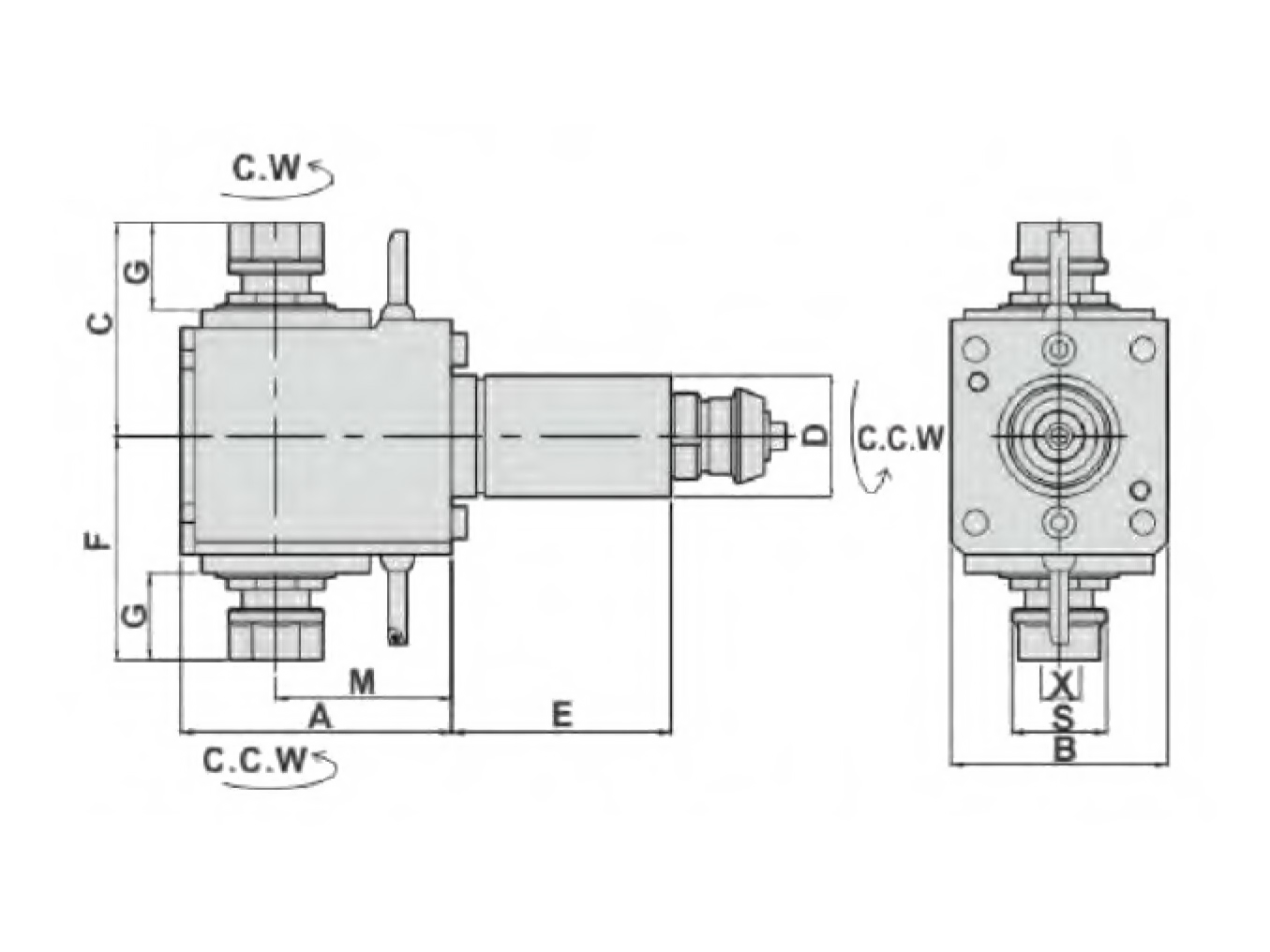
The internal drive chain of a driven tool holder typically consists of a bevel or spur gear set, a precision spindle, and angular contact ball bearings. Torque enters at the rear gear interface, passes through one or more gear reduction stages, and is delivered to the tool spindle at controlled speed and torque. High-performance driven holders are rated to speeds up to 12,000 RPM with output torques from 10 Nm to 200 Nm, covering the full spectrum from high-speed light finishing to low-speed heavy-duty milling.
Radial runout is the primary precision indicator of a driven tool holder. Premium-grade holders maintain spindle runout at ≤ 0.005 mm, a level sufficient for IT6-grade bore tolerancing — meeting the demands of automotive, medical, and precision electronics manufacturing. Bearing preload management is a key factor behind this specification: inadequate preload allows spindle drift under cutting forces; excessive preload causes thermal buildup and premature bearing failure. Manufacturer-controlled shim stacks and threaded preload assemblies, verified through dynamic balance tests, are the standard method for achieving this precision.
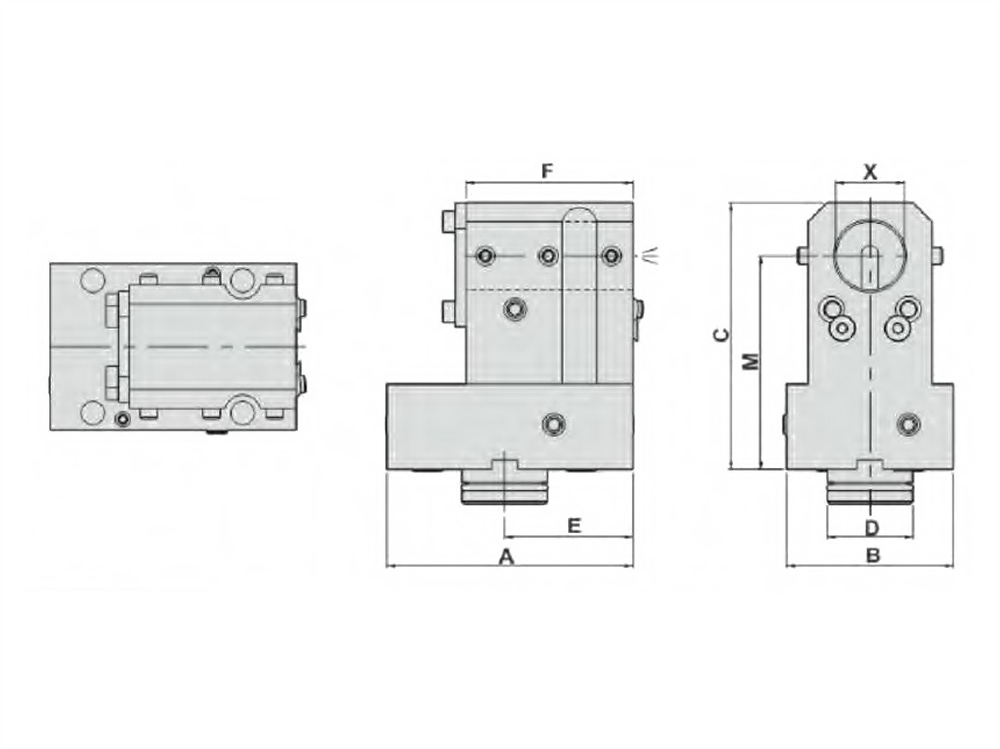
BMT stands for Bolt Mount Turret — a mounting interface standard in which a circular flange face on the tool holder is secured directly to the turret faceplate by bolts. This differs fundamentally from the earlier VDI (Verein Deutscher Ingenieure) standard, which uses a wedge-block locking mechanism engaging a T-slot on the turret. The BMT flange-face design delivers a far larger contact area, resulting in static rigidity 1.5 to 2 times that of a VDI interface — a meaningful advantage in heavy interrupted cutting and deep-hole drilling.
BMT Live Tooling refers specifically to the combination of the BMT turret interface with driven tool holder functionality. The "live" designation distinguishes powered rotating holders from static (fixed) holders used for turning and grooving. In a BMT live tooling setup, the machine's turret contains an integrated drive system; when the turret indexes to an active driven station, the internal drive shaft meshes with the tool holder input gear and transmits torque to the cutting tool in real time.
The structural benefits of the BMT standard are most apparent in high-rigidity applications. BMT tool holders achieve positional repeatability of ≤ 0.005 mm, compared to ≤ 0.008 to 0.015 mm for VDI interfaces. For applications requiring multiple face operations — drilling and milling on the same workpiece — this repeatability difference is the margin between acceptable and non-conforming dimensional results. BMT has become the dominant standard on Japanese and Korean CNC lathes, including platforms from Mazak, Mori Seiki, Okuma, Citizen, and Star.
Static (fixed) tool holders mount conventional turning tools, boring bars, and grooving inserts on the turret. While they perform no rotation themselves, their engineering requirements are substantial. Under high cutting forces and high-frequency vibration, a static holder must maintain sub-micron positional stability across thousands of cutting cycles.
Four engineering elements define static holder quality. First
A technically critical aspect of BMT tooling that is frequently underestimated in procurement is machine-specific compatibility. CNC lathe brands differ in turret drive shaft speed, bolt-hole pattern dimensions, drive gear module, and coolant port location. A tool holder designed for a Mazak turret cannot be used on an Okuma turret without re-engineering — direct interchange would result in incorrect tool speed, misaligned coolant ports, or incorrect installation fit.
Jiaxing XiRay Industrial Technology Co., Ltd provides complete platform-matched solutions for all major machine brands, including Mazak System Tools, Mori Seiki System Tools, Okuma System Tools, Amada Wasino System Tools, Miyano System Tools, Nakamura Tome System Tools, Citizen System Tools, Star System Tools, Muratec System Tools, Takamaz System Tools, Takisawa System Tools, and Korea Series BMT System Tools. Each solution is reverse-engineered against OEM turret specifications and validated using dedicated installation fixtures to achieve zero-clearance fits.
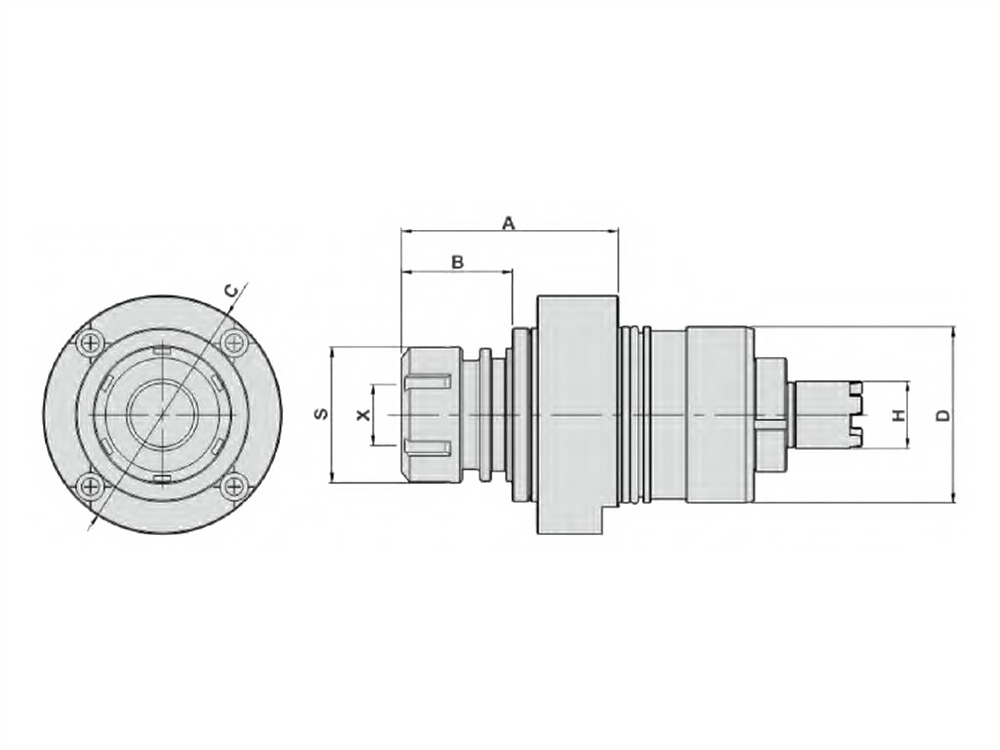
Sliding headstock platforms such as Citizen and Star require additional design consideration due to the non-standard axial relationship between spindle and turret. The ER Spring Collet Chuck System is a complementary clamping solution for these platforms, improving small-diameter tool runout when used in combination with BMT live driven holders.
Through-tool coolant delivers cutting fluid through sealed internal channels directly to the cutting edge, rather than relying on external spray nozzles. In deep-hole drilling applications where hole depth exceeds three times the drill diameter, external coolant cannot reliably reach the cutting zone — chip packing and thermal overload become the limiting factors on tool life.
Internal through-coolant channels in high-quality BMT driven holders support pressures from 1 to 8 MPa via a sealed rotary joint. Measured results in high-temperature alloy steel deep-hole drilling show cutting zone temperature reduction of 40 to 60%, tool life extension of approximately two to three times, and bore surface roughness improvement from Ra 1.6 μm to within Ra 0.8 μm under equivalent cutting parameters. Sealing materials rated for –20°C to 150°C continuous operation ensure compatibility with automated production environments running 24/7.
Automotive manufacturing demands drilling, face milling, and tapping on multiple workpiece faces within a single clamping cycle. Transmission housings, brake discs, and steering knuckles processed on BMT live tooling setups eliminate positional error accumulation that occurs during multi-machine transfers, meeting the strict dimensional consistency requirements of automotive tier suppliers.
Medical device manufacturing works with titanium alloy and cobalt-chrome alloy — materials with low thermal conductivity and high work-hardening tendency that are challenging to machine. BMT driven holders with through-coolant channels and carbide end mills achieve surface finishes of Ra ≤ 0.4 μm on orthopedic implants and surgical instrument components while maintaining consistent tool life.
Electronics manufacturing requires burr-free bores and connector housing features with tolerance bands within ±0.003 mm to meet the assembly requirements of high-density connectors and heatsink modules. Static tool holders paired with precision boring bars deliver this level of bore accuracy on BMT turret lathes.
Precision parts processing across hydraulic components, instrumentation housings, and aerospace brackets benefits from the multi-operation capability of BMT live tooling — reducing part travel between machines and the associated handling risk for high-value components.
The choice between BMT and VDI tooling systems is ultimately determined by machine platform, cutting demands, and tool change frequency requirements.
BMT delivers higher static rigidity, superior positional repeatability (≤ 0.005 mm vs. ≤ 0.008 to 0.015 mm for VDI), and is better suited to high-torque live tooling and heavy interrupted cutting. Tool changes require bolt torquing and are slower than VDI. BMT is predominant on Japanese and Korean CNC lathe platforms.
VDI tool holders use a wedge-block T-slot locking system that allows faster manual tool changes without tools, making them well suited to flexible manufacturing cells with frequent short-run changeovers. VDI is predominant on European CNC lathes. For operations that are primarily turning and grooving with occasional live tooling at moderate cutting loads, VDI remains a practical and economical choice.
Both standards are available in full product lines from XiRay Tools, enabling selection based on machine type and process requirements rather than product range limitations.
Selecting the correct BMT driven or static tool holder requires systematic evaluation of the following parameters:
Machine model and turret drive specifications determine the required holder platform and internal gear ratio. Tool interface standard (ER, BT, HSK, Morse taper) must match the cutting tools in use. Required speed and torque range must fall within the holder's rated operating envelope. Through-coolant requirement depends on hole depth-to-diameter ratio and workpiece material — titanium, stainless steel, and heat-resistant alloys nearly always benefit from through-tool coolant. Clamping system type (ER collet, hydraulic, shrink fit) affects runout, changeover speed, and clamping force. Maintenance interval compatibility with production shift schedules should be confirmed before procurement.
For complex applications combining turning, drilling, tapping, and slot milling on a single CNC lathe, BMT live driven holders with through-coolant channels are the primary recommendation. For pure turning and grooving operations, a precision BMT static holder with proper torque-controlled clamping is sufficient and more economical.
Proper maintenance directly governs tool holder service life and sustained precision. Daily cleaning to remove chips and contaminants from the mounting flange and coolant ports prevents corrosion and contamination-induced runout degradation. Weekly runout verification with a dial indicator confirms no degradation beyond the ≤ 0.005 mm specification. Monthly bearing grease replenishment in driven holders — using the type and quantity specified by the manufacturer — prevents lubrication starvation under continuous high-speed operation. Quarterly drive gear mesh clearance inspection identifies wear before it propagates into gear damage. Annual full disassembly, cleaning, and bearing condition assessment determines whether replacement is required based on vibration data and visual inspection.
Installation quality is equally important. The turret face and holder flange must be cleaned of all chips and contaminants before mounting. Anti-corrosion grease applied to the flange face must be a thin, even layer — excess grease causes the holder to shift under bolt torque. Bolts must be torqued in two cross-pattern passes to final specification (typically 25 to 80 Nm depending on holder size). Post-installation runout verification with a dial indicator confirms compliance before machining begins.




























